因为专业
所以领先
![[LOGO]](/template/default/image/logob.png)
![[LOGO]](/template/default/image/logoll.png)
因为专业
所以领先

下面我将为您详细解析功率模块的应用材料,并重点阐述碳化硅(SiC)在其中比重及发展情况。
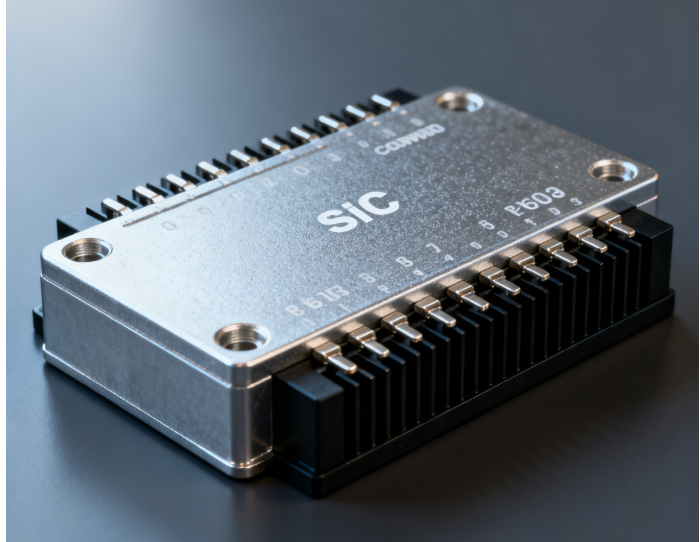
功率模块是一个集成了多个功率半导体芯片(如IGBT、MOSFET、二极管等)、辅助电路、基板、绝缘层和外壳的系统。其材料选择直接决定了模块的性能、可靠性和成本。主要材料可以分为以下几大类:
这是功率模块的“心脏”,负责电能转换的核心。
硅(Si):传统且主流的技术。基于硅的IGBT和MOSFET在中等电压、频率和功率领域占据统治地位,技术成熟,成本低。
碳化硅(SiC):第三代宽禁带半导体代表。SiC MOSFET和SBD(肖特基二极管)具有高耐压、高开关频率、低导通损耗和耐高温的优异特性。
氮化镓(GaN):同为第三代半导体,性能与SiC类似,但在更高频率(MHz级别)和稍低功率领域更有优势。目前更多用于分立器件,在功率模块中应用相对较少,但也在发展中。

承载芯片,并提供电气连接和机械支撑。
直接覆铜板(DBC):最常用的技术。在陶瓷基片(如Al₂O₃、AlN、Si₃N₄)的两面覆上铜箔,通过高温共烧而成。
氧化铝(Al₂O₃):最常用,成本低,但导热性一般。
氮化铝(AlN):导热性能是氧化铝的5-8倍,是高性能模块的首选,但成本较高。
氮化硅(Si₃N₄):机械强度极高,抗热冲击性能最好,常用于要求苛刻的车规级模块,成本最高。
陶瓷层材料:
活性金属钎焊(AMB):一种更先进的DBC工艺,特别适用于结合SiC芯片。它在高温下通过活性金属焊料将铜箔与陶瓷焊接,结合力更强,可靠性更高,尤其适合Si₃N₄等高强度陶瓷。
用于将芯片连接到DBC,以及将DBC连接到底板。
芯片贴装:
软钎料:如含铅(Pb-Sn)或无铅(Sn-Ag-Cu)焊料。传统、成本低,但存在热疲劳失效风险。
银烧结(Sintering):先进技术。在高温高压下使银粉颗粒烧结成型,形成高导热、高熔点、高可靠性的连接层,特别适合高温工作的SiC模块。
内部引线互连:
铝线键合:最传统和广泛使用的技术。成本低,但存在寄生电感大、抗热疲劳能力差的问题。
铜线键合:寄生电感更小,载流能力更强,但硬度高,对芯片有应力。
柔性铜箔/夹片:取代键合线,采用平面互连,大幅降低寄生电感和热应力,是新一代高性能模块(尤其是SiC模块)的标志性技术。
外壳:通常为PPS、PBT等高温工程塑料。
灌封胶/凝胶:填充模块内部,起到绝缘、防潮、导热和机械保护的作用,常用硅凝胶。
散热基板:模块底部,用于将热量传导至散热器,通常是铜或铝。
从市场规模看:目前,以硅基IGBT为主的功率模块仍然占据着整个功率模块市场的绝对主导地位,预计份额超过90%。SiC功率模块仍处于快速增长的早期阶段。
从价值占比看:虽然SiC模块的出货量占比小,但由于其单价远高于同功率等级的硅模块,其在整体销售额中的占比正在迅速提升。在新能源汽车等高端应用领域,SiC模块的渗透率已经相当可观。
具体数据参考:根据多家市场研究机构(如Yole Développement)的报告,到2027-2028年,SiC功率器件市场规模有望超过80亿美元,其中车规级功率模块是最大的驱动力。在800V平台电动车中,主逆变器采用SiC模块已成为主流方案,渗透率预计将超过50%。
总结:SiC功率模块目前是“小而精”的高端产品,在整体数量上不占优,但在增长速度和高端应用价值上正扮演着越来越重要的角色。
a. 发展驱动力:
新能源汽车:这是最大的驱动力。SiC模块能提升电动车续航里程(约5-10%)、降低系统体积重量、支持800V高压快充。
工业与能源:光伏逆变器、储能系统、不间断电源(UPS)、工业电机驱动等,对效率提升有迫切需求。
轨道交通、智能电网等。
b. 技术发展趋势:
模块封装技术革新:
从线键合到平面互连:为了充分发挥SiC的高频特性,必须降低封装寄生电感和电阻。采用铜夹片、柔性PCB等取代传统的铝线/铜线键合已成为主流趋势。
从焊料到烧结:银烧结技术因其更高的熔点和工作温度,成为确保SiC芯片在高温下长期可靠工作的关键技术。
从传统DBC到AMB:AMB衬底凭借其更高的可靠性,尤其与Si₃N₄陶瓷结合,成为车规级SiC模块的标配。
双面散热/全塑封:更先进的封装形式,如英飞凌的.XT技术、丹佛斯的DCM™等,进一步提升散热能力和功率密度。
电压与功率等级全覆盖:
从最初的650V/1200V,向1700V、3300V甚至更高电压发展,以切入工业驱动、风电等更大功率领域。
成本下降:
随着衬底尺寸从6英寸向8英寸迈进、制造良率提升和产能扩张,SiC材料的成本正在逐年下降,使其应用范围从高端豪华车向中端经济型车型渗透。
c. 面临的挑战:
成本:尽管在下降,但SiC模块的成本仍是硅基IGBT的2-3倍甚至更高,是阻碍其大规模普及的主要障碍。
供应链与可靠性:高质量SiC衬底仍有一定稀缺性,且长期可靠性数据仍需在严苛应用中(如汽车)不断积累和验证。
技术门槛:先进的封装工艺(如烧结、AMB)对制造提出了更高要求。
材料:功率模块是一个材料科学集大成者,从Si/SiC/GaN芯片,到Al₂O₃/AlN/Si₃N₄陶瓷,再到焊料/烧结互连、铝线/铜夹片,每一种材料的进步都推动着模块性能的提升。
SiC比重:SiC功率模块目前是市场增长的“明星”,在高端应用(尤其是新能源汽车)中比重迅速攀升,但在整个功率模块大盘中,数量上仍由成熟的硅技术主导。
SiC发展:SiC功率模块正朝着更高功率密度、更高频率、更高可靠性、更低寄生参数和更低成本的方向飞速发展。其未来将与硅基IGBT形成互补共存的格局,而非简单替代——硅基IGBT将继续主导中低端和成本敏感型市场,而SiC将统治对效率、功率密度和高温性能有极致要求的高端市场。
水基清洗的工艺和设备配置选择对清洗精密器件尤其重要,一旦选定,就会作为一个长期的使用和运行方式。水基清洗剂必须满足清洗、漂洗、干燥的全工艺流程。
污染物有多种,可归纳为离子型和非离子型两大类。离子型污染物接触到环境中的湿气,通电后发生电化学迁移,形成树枝状结构体,造成低电阻通路,破坏了电路板功能。非离子型污染物可穿透PC B 的绝缘层,在PCB板表层下生长枝晶。除了离子型和非离子型污染物,还有粒状污染物,例如焊料球、焊料槽内的浮点、灰尘、尘埃等,这些污染物会导致焊点质量降低、焊接时焊点拉尖、产生气孔、短路等等多种不良现象。
这么多污染物,到底哪些才是最备受关注的呢?助焊剂或锡膏普遍应用于回流焊和波峰焊工艺中,它们主要由溶剂、润湿剂、树脂、缓蚀剂和活化剂等多种成分,焊后必然存在热改性生成物,这些物质在所有污染物中的占据主导,从产品失效情况来而言,焊后残余物是影响产品质量最主要的影响因素,离子型残留物易引起电迁移使绝缘电阻下降,松香树脂残留物易吸附灰尘或杂质引发接触电阻增大,严重者导致开路失效,因此焊后必须进行严格的清洗,才能保障电路板的质量。
合明科技研发的水基清洗剂配合合适的清洗工艺能为芯片封装前提供洁净的界面条件。
合明科技运用自身原创的产品技术,满足芯片封装工艺制程清洗的高难度技术要求,打破国外厂商在行业中的垄断地位,为芯片封装材料全面国产自主提供强有力的支持。
推荐使用合明科技水基清洗剂产品。
合明科技致力于为SMT电子表面贴装清洗、功率电子器件清洗及先进封装清洗提供高品质、高技术、高价值的产品和服务。合明科技 (13691709838)Unibright 是一家集研发、生产、销售为一体的国家高新技术、专精特新企业,具有二十多年的水基清洗工艺解决方案服务经验,掌握电子制程环保水基清洗核心技术。水基技术产品覆盖从半导体芯片封测到 PCBA 组件终端的清洗应用。是IPC-CH-65B CN《清洗指导》标准的单位。合明科技全系列产品均为自主研发,具有深厚的技术开发能力,拥有五十多项知识产权、专利,是国内为数不多拥有完整的电子制程清洗产品链的公司。合明科技致力成为芯片、电子精密清洗剂的领先者。以国内自有品牌,以完善的服务体系,高效的经营管理机制、雄厚的技术研发实力和产品价格优势,为国内企业、机构提供更好的技术服务和更优质的产品。合明科技的定位不仅是精湛技术产品的提供商,另外更具价值的是能为客户提供可行的材料、工艺、设备综合解决方案,为客户解决各类高端精密电子、芯片封装制程清洗中的难题,理顺工艺,提高良率,成为客户可靠的帮手。
合明科技凭借精湛的产品技术水平受邀成为国际电子工业连接协会技术组主席单位,编写全球首部中文版《清洗指导》IPC标准(标准编号:IPC-CH-65B CN)(“Guidelines for Cleaning of Printed Boards and Assemblies”),IPC标准是全球电子行业优先选用标准,是集成电路材料产业技术创新联盟会员成员。
主营产品包括:集成电路与先进封装清洗材料、电子焊接助焊剂、电子环保清洗设备、电子辅料等。
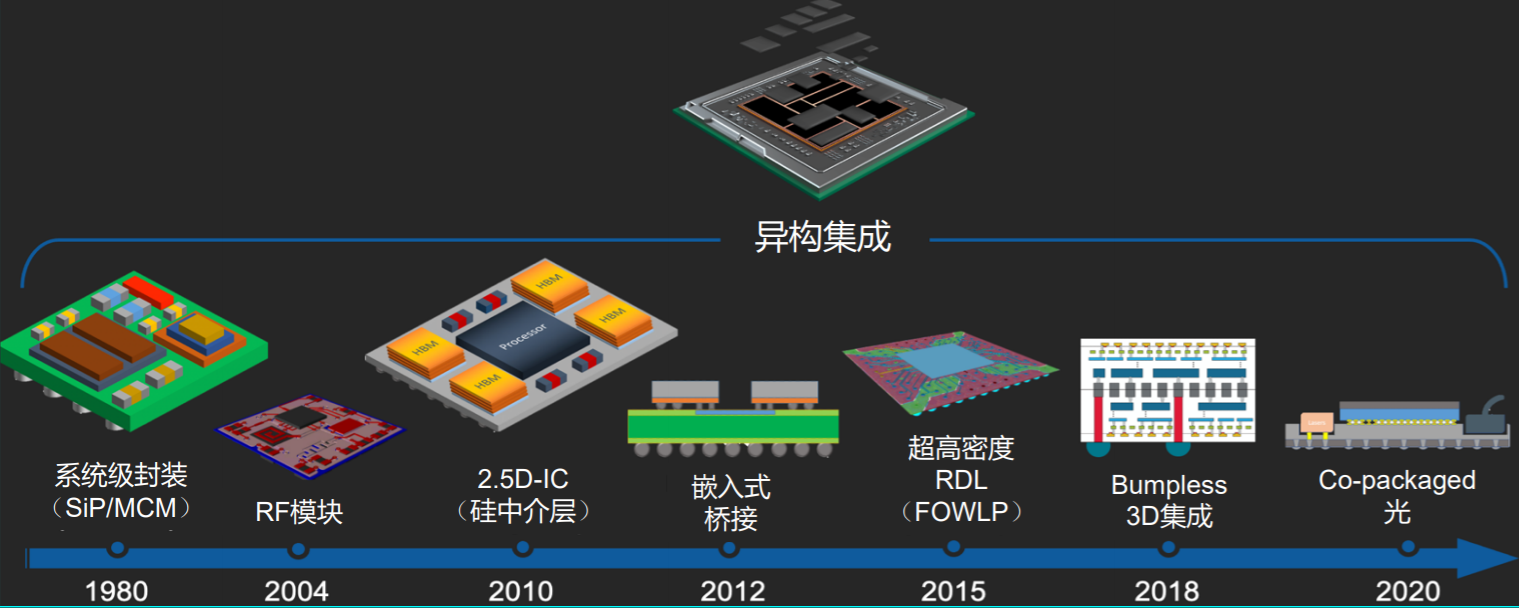
半导体技术应用节点:FlipChip ;2D/2.5D/3D堆叠集成;COB绑定前清洗;晶圆级封装;高密度SIP焊后清洗;功率电子清洗。




![[x]](/template/default/picture/closeimgfz1.svg)





![[x]](/template/default/picture/closeicon1.png)
![[→]](/template/default/picture/you.svg)








![[↓]](/template/default/image/xiangxiaimgfaz1-1.svg)




![[→]](/template/default/image/zixuniconim1.png)
![[x]](/template/default/image/closeicon1.png)

![[图标]](/template/default/picture/fc1c83eb02c951ce168aaebde4fd8205.svg)



![[↑]](/template/default/picture/rtxiangshangimg1.svg)